Система оперативного управления технологией и качеством
Состав комплекса управления технологией и качеством
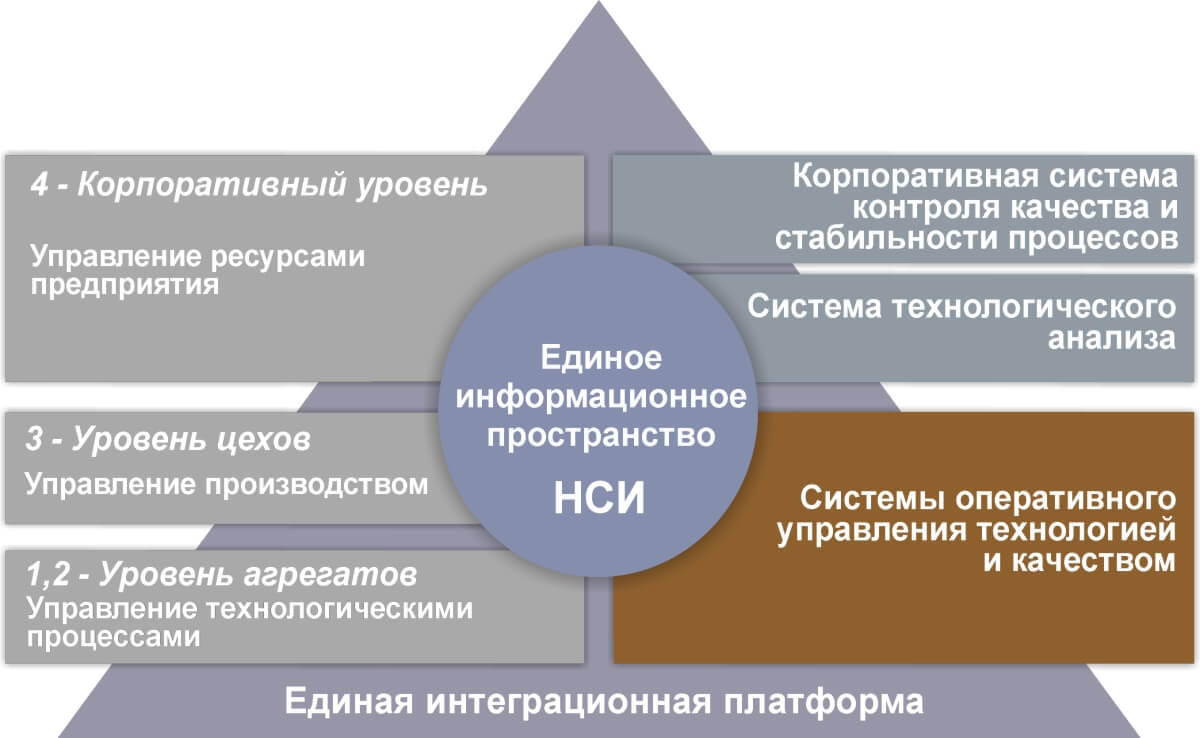
Вертикально интегрированный комплекс состоит из трех систем, каждая из которых предназначена для эффективного управления технологией и качеством на определенном уровне жизнедеятельности предприятия. Система оперативного управления производством и качеством является базисом комплекса, решая весь спектр задач по управлению технологией и качеством в масштабе отдельного подразделения.
Предпосылки для применения систем оперативного управления технологией и качеством
- Необходимость организации взаимодействия большого количества служб и специалистов, участвующих в управлении производством и качеством
В технологическом процессе задействованы различные службы и специалисты. Это и технологический персонал, непосредственно осуществляющий производство, и персонал ОТК, осуществляющий контроль качества продукции, и инженеры лаборатории, обеспечивающие контроль соблюдения технологии, испытания, разрабатывающие и внедряющие технологии и т.д. При синтезе системы управления производством и качеством особое внимание уделено координации деятельности всех задействованных в производстве служб на основе упорядочивания информационного обмена между ними. - Необходимость интеграции АСУ ТП в информационное пространство предприятия
Для эффективной работы АСУ ТП промышленных агрегатов необходимо непрерывное поступление большого количества исходных данных: параметров заготовок, требований к продукции, технологических нормативов, идентификаторов сырья и изделий и т.д. - Необходимость оперативного учета специфических требований заказчика
Общей тенденцией в организации производства является переход на изготовление продукции «под заказ». При этом возникает большое количество проблем, связанных с необходимостью оперативной передачи требований заказчика на производственные участки и организацией соответствующего контроля технологии и качества. - Недостатки традиционных методов контроля качества металлопродукции
Качество металлопродукции традиционно контролируется путем отбора проб, представляющих собой незначительную часть общего объема партии. Такой подход не всегда может обеспечить надежный контроль качества и предприятие несет финансовые и имиджевые потери. - Необходимость снабжение данными системы управления предприятием (ERP)
Для эффективной работы системы управления предприятием необходимо бесперебойное поступление исходных данных из систем оперативного управления отдельными производственными участками.

Основные функции
- Нормирование требований к технологическим режимам.
- Протоколирование технологических параметров.
- Автоматический контроль уровня исполнения технологии (с применением методологии SPC).
- Автоматизация контрольных исследовательских лабораторий (с анализом измерительных систем MSA).
- Аттестация готовой продукции по спецификациям заказчиков.
- Передача данных в смежные автоматизированные системы.
Специальные функции для металлургической промышленности
- Протоколирование технологических параметров с привязкой к единице объема длинномерной продукции.
- Поддержка неразрушающих методов оценки качества.
- Аттестация продукции по специфическим требованиям заказчика.
Нормирование технологии и контроля качества
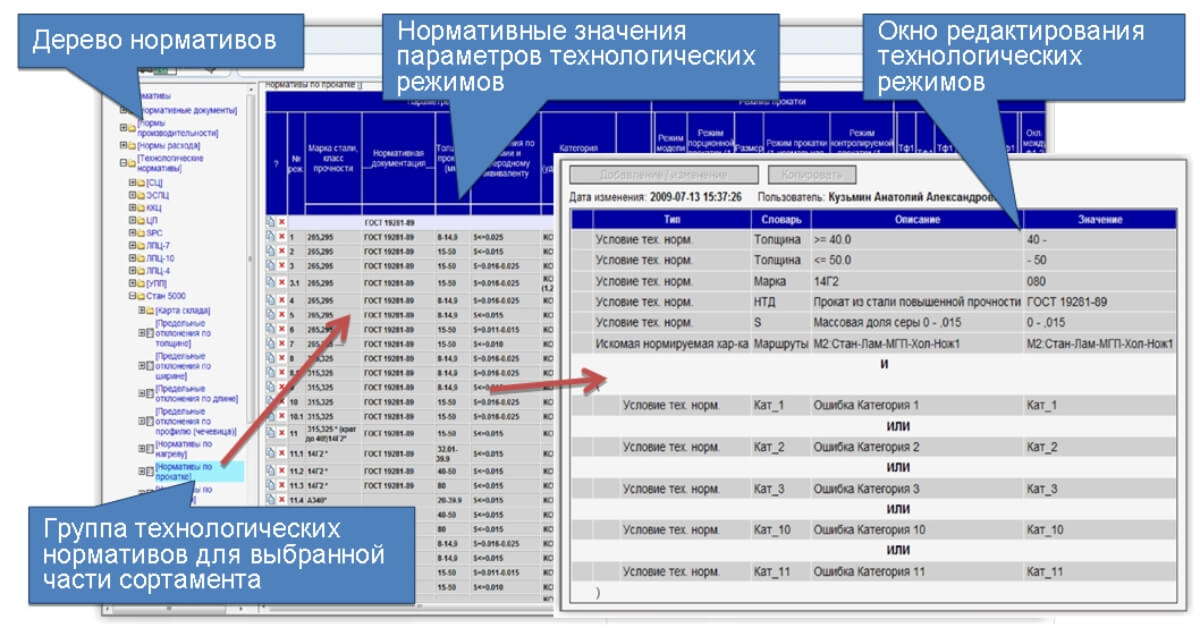
Средствами системы управления нормативно-справочной информацией специалисты технологического управления проводят нормирование технологических режимов производства и параметров контроля качества. Система в полной мере учитывает все особенности нормирования технологических режимов в металлургии и позволяет строить деревья данных произвольной структуры.
Формирование технологической карты
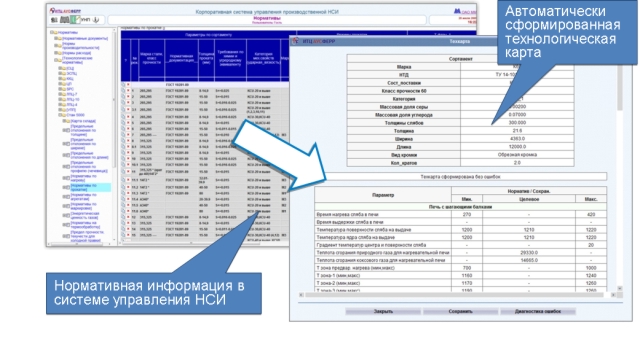
Используя данные из системы управления НСИ, система автоматически формирует и передает в АСУ ТП агрегатов технологические карты для каждой единицы продукции. Они содержат нормативные требования к технологическим режимам, константы алгоритмов контроля качества и регрессионные модели. Карты поступают в качестве задания в АСУ ТП агрегата, а также используются для контроля исполнения технологии.
Особенности технологического протоколирования
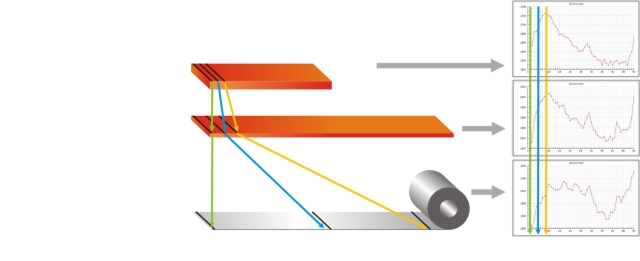
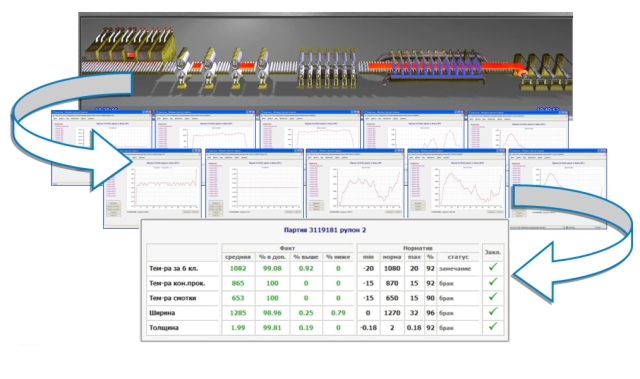
В системе применен запатентованный способ контроля качества длинномерных изделий. Суть способа заключается в виртуальном разделении длины заготовки на определенное количество равных отрезков, к которым «привязываются» протоколируемые параметры.
Способ обеспечивает
- Прослеживаемость параметров всех этапов обработки.
- Протоколирование технологии по длине изделия.
- Автоматический контроль исполнения технологии.
- Расчет потребительских свойств каждого отдельного участка изделия на основе регрессионных моделей.
Протоколирование технологических параметров
В процессе производства система осуществляет сбор, нормализацию и протоколирование результатов измерений технологических параметров, поступающих из АСУ ТП агрегатов. На основании этих данных происходит автоматическая оценка исполнения технологии и расчет свойств продукции статистическими методами.
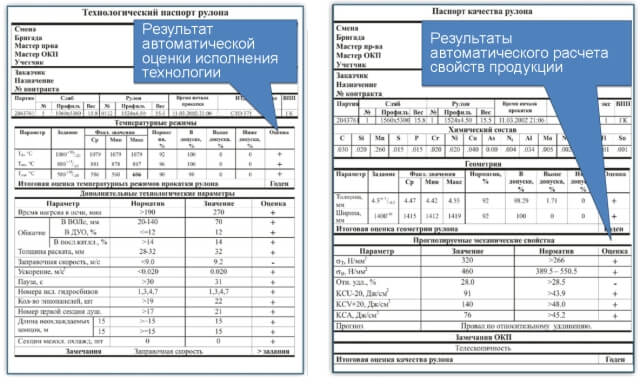
Паспортизация технологии и качества
На основе технологических протоколов проводится автоматическая оценка исполнения технологии и расчет прогнозируемых свойств для каждой единицы продукции. Для длинномерной продукции учитываются изменения технологических параметров по длине. По результатам оценки формируются паспорта технологии и качества.
Автоматизация контрольных лабораторий
Своевременная отгрузка продукции требует четкого соблюдения графика контрольных испытаний и оперативного обмена информацией между производственными и испытательными подразделениями. Для решения этих задач в системе предусмотрен специализированный модуль автоматизации контрольных лабораторий.
Основные функции
- Автоматизированное формирование заявок на испытания продукции с учетом требований и спецификаций заказчиков.
- Управление заявками на испытание продукции, контроль исполнения заявок, регламентация ответственности.
- Передача результатов анализа в смежные системы и модули.
- Автоматическое формирование печатных форм документов.
- Ведение архива заявок и результатов испытаний.
- Контроль средств измерений по методологии MSA.
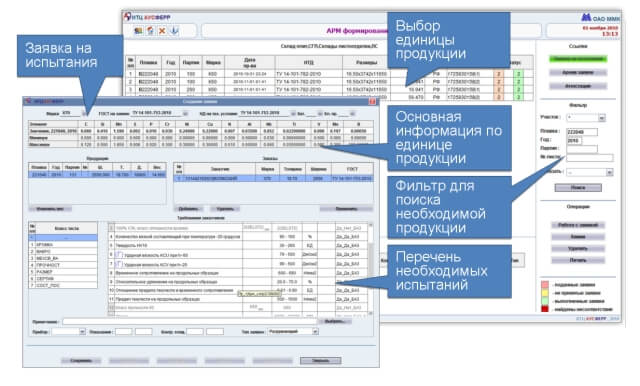
Подача заявки на испытания
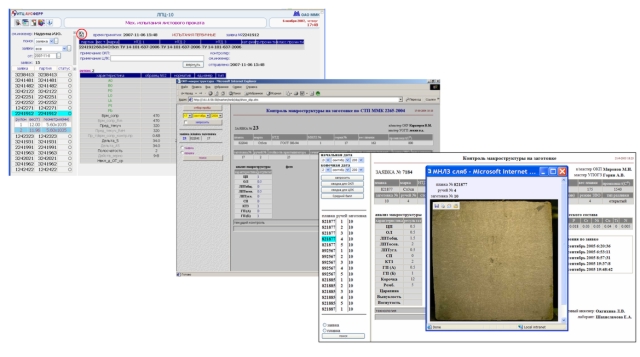
Интерфейс АРМ подачи заявок позволяет быстро найти необходимую единицу продукции, в автоматическом режиме сформировать заявку на требуемые испытания (с учетом специфических требований заказчика) и передать ее в контрольные лаборатории.
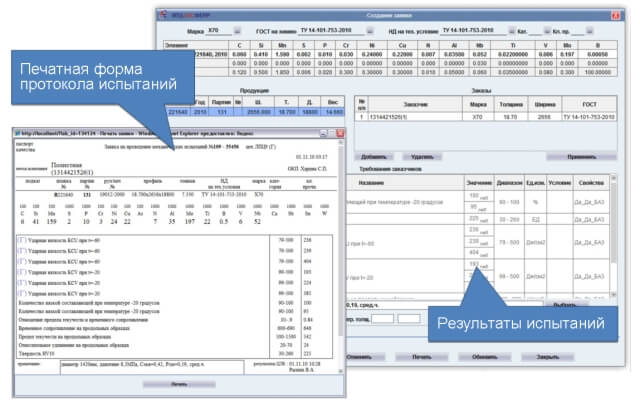
Результаты испытаний
Полученные результаты испытаний вносятся в специализированную электронную форму. На основе этих данных производится аттестация продукции. В ходе процесса автоматически формируются необходимые печатные формы документов.
Автоматизация контрольных лабораторий
Интерфейсы модулей автоматизации контрольных лабораторий настраиваются индивидуально для максимально эффективного решения конкретных задач. Например, предусмотрена функция хранения и анализа изображений изделия, микроструктуры образца и т.д.
Анализ измерительных систем (MSA)
Одним из важнейших факторов, влияющих на эффективность управления качеством, является качество прямых измерений свойств продукции. Их результаты являются основой для регулирования процесса, а учет неадекватных измерений приведет к дестабилизации технологического процесса. Система включает встроенные средства анализа измерительных систем - Measurement Systems Analysis (МSА).
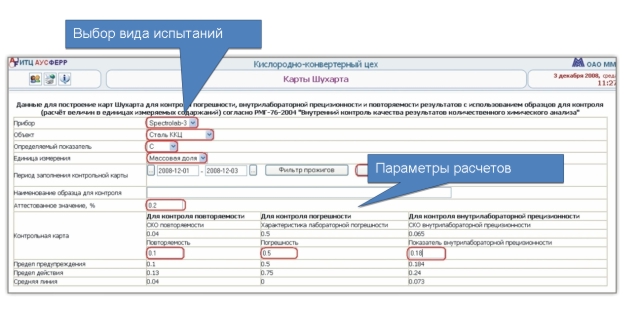
Основные функции
- Сбор исходных данных и ввод параметров контроля с помощью типовых форм.
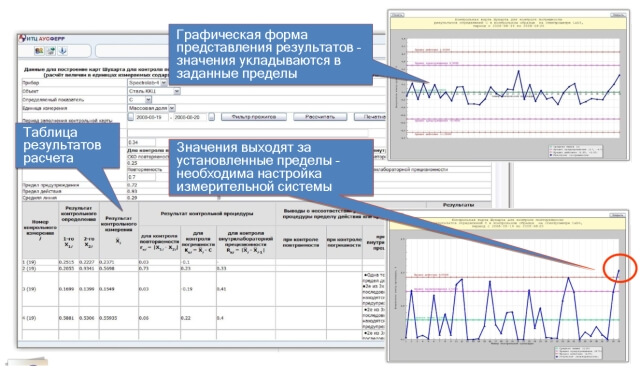
- Автоматизированный расчет показателей качества измерительного процесса (повторяемость, погрешность, внутрилабораторная прецизионность и т.д.).
- Вывод результатов в табличной или графической форме.
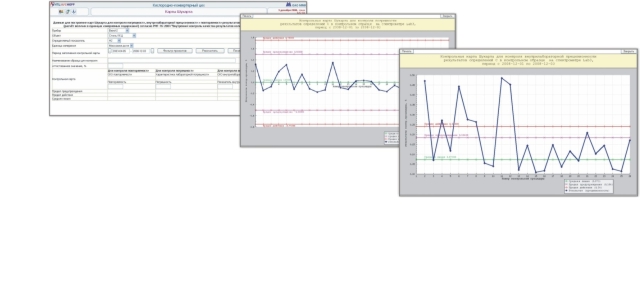
Ввод исходных данных
Специализированные формы обеспечивают быстрый и корректный ввод или автоматическую загрузку исходных данных.
Результаты анализа
Результаты расчета могут быть представлены в табличной или графической форме.
Аттестация продукции
Функционал подсистемы позволяет значительно повысить оперативность и точность аттестации продукции. Строгая регламентация действий и широкий набор функций помогают персоналу оперативно производить все необходимые процедуры. Предусмотрены возможности поштучной и попартийной аттестации, а также аттестации по результатам статистического контроля качества.
Основные функции
- Просмотр необходимой документации - технологических паспортов, паспортов партий, информации о заказе, спецификаций.
- Просмотр результатов контроля продукции – результатов хим. анализа, статистического контроля и прямых испытаний.
- Автоматическое сравнение результатов испытаний с требованиями нормативов и/или особыми условиями заказчика.
- Попартийная или поштучная аттестация продукции по результатам прямого или статистического контроля свойств.
- Контроль правильности аттестации или отклонения аттестации продукции, автоматизированное переназначение продукции, управление заявками на повторные испытания.
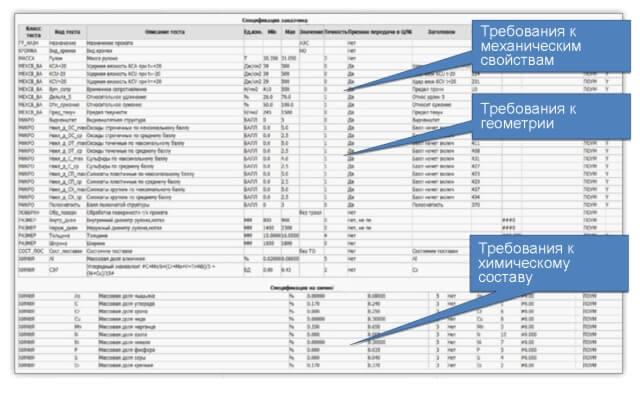
Спецификация заказчика
В случае изготовления продукции «под заказ» аттестация продукции осуществляется по специфическим требованиям заказчика. Все дополнительные параметры и их значения вносятся в специализированный документ, который прикрепляется к конкретному заказу.
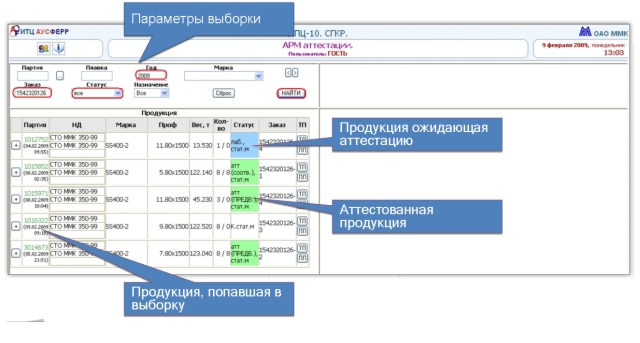
Выбор продукции
Исходя из интересов пользователей для выборки информации в АРМ аттестации используются статус аттестации, время производства, номера продукции и заказов. Партии продукции, попавшие в выборку, маркируются в соответствии со статусом их аттестации.
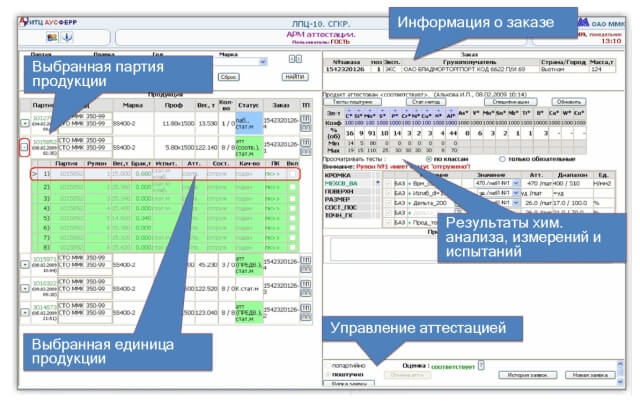
Организация АРМ аттестации
После выбора продукции в соответствующих окнах АРМ отображается вся необходимая для аттестации информация о заказе, результатах анализов, измерений и испытаний
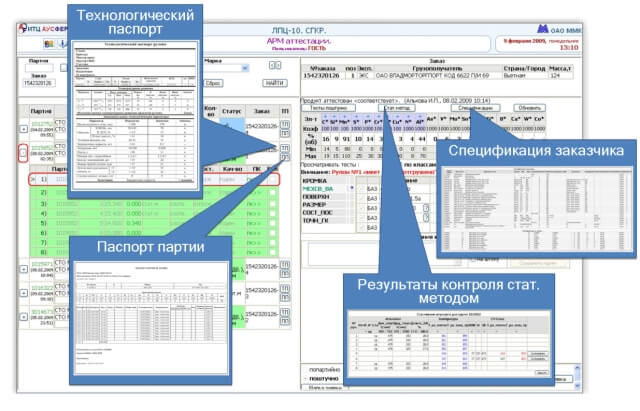
Просмотр документации
Пользователи могут оперативно просмотреть все необходимые для аттестации сопроводительные документы по единице или партии продукции.
Эффективность
- Повышение качества продукции.
- Снижение затрат на контроль качества продукции.
- Уменьшение количества рекламаций и формирование благоприятного имиджа предприятия.
- Ускорение и обеспечение комплектности отгрузки.
- Повышении эффективности смежных систем автоматизации.